时间:2024-03-12 01:51
思茅实木拼板胶哪里有卖的
传热较慢,应取时间的上限。固化完成卸去压力后,不能立即进入下道工序或在搬运中受到冲击应力。一般要求固化后24h再进入下道机械加工工序。而进行耐水性试验则在固化14d以后放入水中。以下表格是几种木材固化压力和固化时间(室温25℃)的数值,仅供参考或可根据木材的比重与气温选择压力与施压时间:软木(比重在0.5以下)时:8-10kg/cm2硬木(比重在0.5以上)时:10-15kg/cm2
木材是多孔材料,胶水经过压力渗透到木纤维孔中,形成胶钉,从而实现粘接,所以基材平整,均匀形成胶钉,避免假粘。木射线是沿髓心垂直年轮方向的,在弦-弦胶合情况下,胶液容易进入木射线,径-径胶合情况下,木射线平行于胶线,胶合强度略小于弦-弦胶合。胶黏剂的主要成分是非结晶态高分子聚合物,品种不同,它的组成成分、固化时间、使用条件也不同,粘接强度自然不一样。只有合理使用,才能大程度发挥每种胶黏剂的性能。
拼宽宽度上胶拼主要用于制造宽幅面的部件如桌面、椅面、门板等。宽度上胶拼可用平拼和榫槽接合。榫槽接合部件拼接质量与榫槽加工形状尺寸和精度密切相关;平拼结合是先将小方材侧边刨平后再涂胶拼接而成,又称为“毛拼”,此法应用较广。平拼主要用于长度不长,板面平整的毛料,长料胶拼需要先加工平面作基准,再铣削侧边,涂胶拼合。胶接表面大粗糙度应在200300微米,常用的胶粘剂有动物胶、脲醛树脂胶粘剂、聚醋酸乙烯酯乳液胶。涂胶可用手工刷涂、辊涂、喷涂等方法,施胶量为200250g/。宽度上胶拼是在拼板胶拼机上完成的,它是由1640个胶拼夹紧架组成,由电动机驱动传送链,使夹紧架运行。将涂胶的工件用夹具夹好,使用气动板手旋转夹具螺杆,使夹具对木料施压,结合实木的材料特性,调节压力在610Mpa左右,操作时应注意使压力全面均匀。夹紧后开动电机,拼板在夹紧架上循环运行一圈回到装卸工作位置处,胶层即固化,卸板,重新装入新涂胶的工件进行下个循环。作业条件要尽量在10以上的环境中进行否则应通过加热管,加速固化。
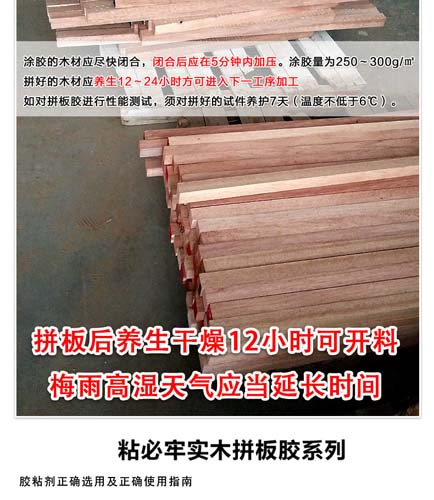
拼板胶的使用要点
1、温度方面:在不同的季节里,要及时测量工作环境温度及木材表面温度。温度的高低,在某种程度上决定拼板胶发生交联反映速度的快慢。
2、木材含水率:木材含水率8-12%为佳;木材临界含水率差应控制在3%以内。