时间:2024-01-05 09:17
十堰实木拼板胶电话多少
胶的晾置时间应越小越好。一般合拢时间控制在4min以内。干热环境及质地疏松的木材,可以涂胶后立即合拢。批量生产合拢后的集成材不可能同时上压机,导致首件和末件的堆放时间差异很大。首件在末加压之前胶层表面就已初步成膜,不利于水分和气泡的排除,内聚强度较低,直接影响了强度。因此,掌握好加压时机,即堆放时间长不超过15min为宜。被粘件合拢装机后进入固化工序,其固化工艺参数不外乎压力、温度和固化时
拼板胶的使用在不同的环境中会有不同的使用方法,一般是在温度方面、木材含水率方面、木材加工精度方面、混胶方面、调胶方面、涂胶方面、压力方面及后续等需要注意一些使用技巧。
经过锯材的端头精截,再在指接榫机(如图5所示)上加工指接榫,可以一次铣成,也可分粗加工和精加工两次完成。接长的胶合面应平整光洁,确保胶接紧密与牢固,涂胶前要用压缩空气清扫指接榫表面,吹掉杂屑以及附着的污物。对于胶粘剂的选择,目前实木家具指接选用的胶种主要以脲醛树脂胶粘剂、聚醋酸乙烯酯乳液胶为主。实木接长的两个接合面均需涂胶,以形成均匀的胶层,常用胶刷或者胶辊涂胶,施胶量为200250g/。方材长度上的指接是在指接机上胶合完成的。操作时要控制好压力,过大加压使锯材开裂,将压力计调到合适的压力,比如指长为20mm时,松木的压力为12.5Mpa左右。接合的工件在压力下保持几秒后,就可以卸出,进行合理堆放,依靠指形榫本身的接合力,放置24h固化后,即可以进行后续加工。
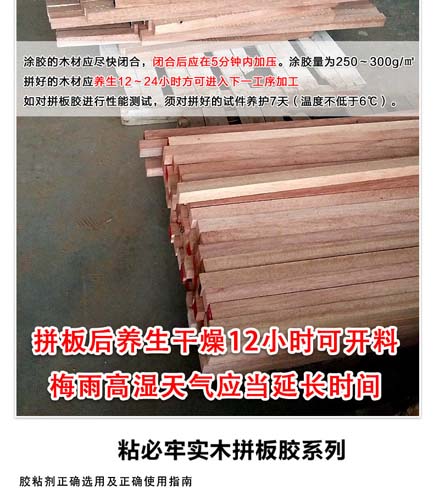
检查两端头布胶时是否遗漏检查加压力度:材质密度的20倍数值,如低密度材质7.0-10.0Kg/cm²,中密度材质9.0-12.0Kg/cm²,高密度材12.0-18.0Kg/cm²检查加压时间:观察涂好胶后,是否在1-5分钟内加压完成;观察板材加压时间是否在2小时以上。检查板材是否平整:取20块板材,测试仪测试板材平整度是否在±0.1mm,有5块超出0.1mm,应引起重视。检查板材含水率:取20块板材,用含水率表分别测试每块板的含水率是否在8-12%之间。检查胶水使用时间:观察混合后的胶水从开始至使用完的时间长度,如使用时间超过30-60分钟,应减少每次的调胶量,少量多次调胶,用量大的建议配混胶机。